



Наша токарно-фрезерная обработка объединяет процессы точения и фрезерования. Токарная обработка включает в себя вращение заготовки во время подачи инструмента для нарезания внешних диаметров, внутренних отверстий, торцевых поверхностей и резьбы; подходит для вращающихся деталей диаметром 5–800 мм, класса точности IT7–IT9 и шероховатостью поверхности Ra 0,8–6,3 мкм. Фрезерование включает в себя вращающийся инструмент, режущий плоскости, пазы и контуры; подходит для деталей квадратной или неправильной формы с шириной фрезерования 50–1000 мм, точностью ±0,02–0,1 мм и шероховатостью поверхности Ra 1,6–6,3 мкм.
Комбинированный процесс — токарная обработка с последующим фрезерованием, фрезерование с последующей точением или чередование этих двух процессов — использует точение для обеспечения концентричности и фрезерование для обработки плоскостей, пазов и отверстий, что приводит к высокой точности и эффективности для сложных деталей.
|
точность размеров |
ОД |
ИДЕНТИФИКАТОР |
Т (С) |
ДП |
Ш |
|
единица измерения: ±/мм |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
Геометрическая точность |
округлость |
соосность |
прямолинейность |
цилиндричность |
концентричность |
|
единица измерения: ±/мм |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
производственная мощность |
1~999999 шт. |
1~999999 шт. |
1~999999 шт. |
1~999999 шт. |
1~999999 шт. |
|
производственный цикл |
3-20 дней |
3-20 дней |
3-20 дней |
3-20 дней |
3-20 дней |
Оборудованные контрольно-измерительные приборы и измерительные инструменты включают в себя: КИМ, видеоизмерительные системы, профильные проекторы, лазерные измерители диаметра, лазерные интерферометры, измерители шероховатости поверхности, измерители округлости, микроскопы для изготовления инструментов, стереомикроскопы, микрометры, штыревые калибры, циферблатные индикаторы, высокоточные микрометры, электронные штангенциркули, калибры, мерные меры, твердомеры и резьбомеры.
Возможности токарной обработки Sanluo Precision предлагают значительные преимущества: дополнительные функции (токарная обработка подходит для поверхностей вращения; фрезерование подходит для плоских и сложных форм; комбинация расширяет диапазон обрабатываемых деталей, включая валы, диски, корпуса и рабочие колеса); Повышенная точность (токарная обработка обеспечивает концентричность и округлость; фрезерование обеспечивает плоскостность и перпендикулярность; комбинация обеспечивает высокую точность геометрических допусков, например, концентричность 0,02 мм и перпендикулярность 0,03 мм); Повышенная эффективность (оптимизированная последовательность чернового и чистового точения/фрезерования позволяет быстро снимать материал, обеспечивая при этом точность, повышая эффективность на 30–50%); Превосходное качество поверхности (точение достигает Ra 0,8–3,2 мкм, а фрезерование Ra 1,6–6,3 мкм, что приводит к гладкой поверхности); Снижение затрат (меньше этапов процесса; одна многозадачная машина требует меньше инвестиций и площади, чем несколько автономных машин); и Высокая адаптируемость (гибкая для штучного или мелкосерийного производства, но высокоэффективная для массового производства).
Как профессиональный производитель токарных станков, Sanluo Precision предоставляет комплексные и надежные услуги. Конфигурация оборудования: Токарное оборудование (30 токарных станков/токарных центров с ЧПУ; диаметр φ10–800 мм; класс точности IT7); Фрезерное оборудование (20 вертикальных/горизонтальных обрабатывающих центров; ход 500–2000 мм; точность ±0,01 мм); Токарно-фрезерное оборудование (10 5-осевых токарно-фрезерных центров Mazak/DMG Mori с возможностью однозаходной обработки); Инспекционное оборудование (КИМ, тестер округлости, тестер шероховатости и система визуального измерения с точностью 0,003 мм для полноразмерного контроля); Техническая команда (20 инженеров-технологов, 30 программистов, 50 техников); Система ISO9001 (проверка первого изделия, патрульная проверка в процессе, полная проверка конечного продукта; процент прохождения 99%). Компания предоставляет профессиональные услуги токарной обработки по индивидуальному заказу клиентам по всему миру.
|
Категория параметра |
Детали параметра |
|
Модель оборудования |
842 серия |
|
Бренд |
Шаублин |
|
Основное позиционирование |
Высокоточный станок для сложных применений, также подходит для твердого точения. |
|
Конфигурация оси |
Возможна настройка оси Y и до 7 осей интерполяции. |
|
Точность шпинделя |
Шпиндель отличается исключительной геометрической точностью менее 0,5 мкм. |
|
Мощность обработки |
Максимальный диаметр токарной обработки: 360 мм; Максимальная длина токарной обработки: 398 мм |
|
Револьверная система |
Высокоточная радиальная револьверная головка VDI30 с 16 станциями |
|
Дополнительная конфигурация |
Субшпиндель и вторая револьверная головка доступны в качестве опции. |
|
Система ЧПУ |
Система ФАНУК |
|
Типичные применения |
прецизионные детали для токарной обработки и т. д. |
|
Категория параметра |
Детали параметра |
|
Модель оборудования |
ИНДЕКС MS16-6 Плюс |
|
Основное позиционирование |
Многоосная высокоэффективная и многофункциональная обработка |
|
Количество осей и шпинделей |
6 рабочих шпинделей и 2 синхронных шпинделя. |
|
Мощность обработки |
Диаметр стержня: 16 мм (22 мм для версии Plus) |
|
Шпиндельная система |
Максимальная скорость: 10 000 об/мин; Максимальная мощность: 15 кВт; Максимальный крутящий момент: 18 Нм |
|
Система постов для инструментов |
До 12 постов для инструментов |
|
Основные функции |
Поддерживает точение многоугольников, фрезерование, удаление заусенцев в поперечных отверстиях и другие технологии обработки. |
|
Система ЧПУ |
Операционная система iXpanel на базе Siemens S840D sl |
|
Основные преимущества |
Короткое время смены инструмента, высокая производительность и короткое вспомогательное время; возможность двойной трехосной обработки |
|
Типичные применения |
прецизионные детали для токарной обработки и т. д. |




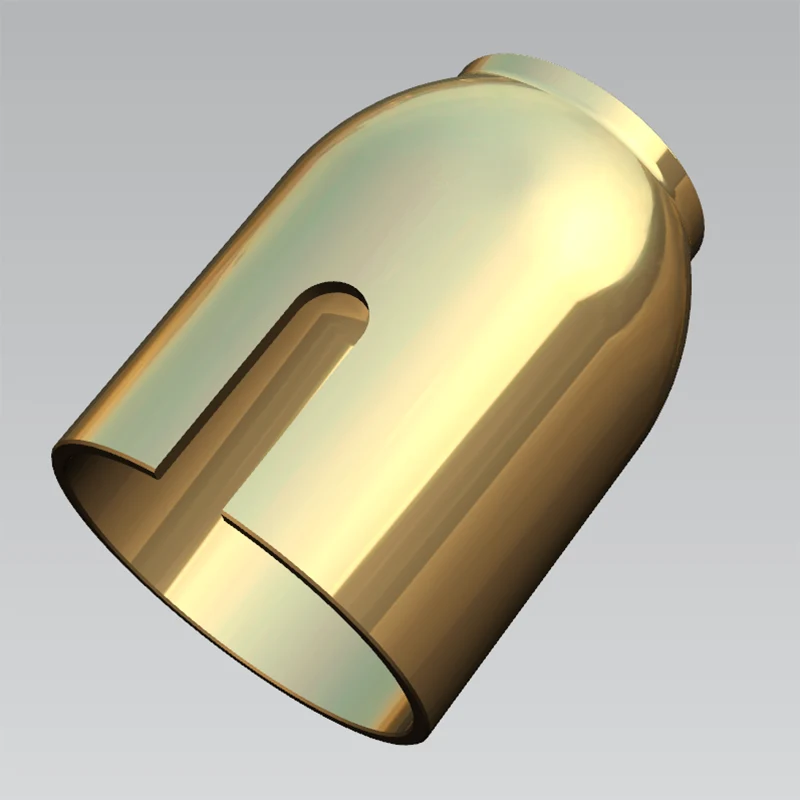
Этот продукт является основным компонентом, специально разработанным для медицинского технологического предприятия в Шанхае. Изготовленный из нержавеющей стали 316L, он используется в имплантируемых медицинских устройствах. Продукт соответствует строгим стандартам медицинской промышленности в отношении коррозионной стойкости, качества поверхности и различных требований к геометрическим размерам и допускам (GD&T).
Заказчиком были заданы важнейшие технические требования: соосность внутреннего отверстия и наружного диаметра, осевое биение и точность размеров внешней фасонной поверхности. Ключевые сопрягаемые поверхности требовали контроля допусков на соосность в пределах 0,01 мм и шероховатости внешней поверхности Ra ≤ 0,8. Готовая заготовка не должна была иметь заусенцев и царапин и полностью соответствовать техническим требованиям к поверхности медицинского уровня. Из-за высокой пластичности нержавеющей стали 316L, которая делает ее склонной к прилипанию и отклонению инструмента, традиционные отдельные процессы точения и фрезерования не могут одновременно гарантировать точность поверхности и позиционные допуски. В результате клиент указал на использование технологии токарно-фрезерной обработки.
Чтобы решить эти проблемы обработки, мы использовали токарно-фрезерный центр для комплексной обработки, выполняя все операции, включая внешний диаметр, внутреннее отверстие, фасонную поверхность и боковые пазы, за одну установку. На этапе черновой обработки на критических поверхностях оставляют припуск в 0,2 мм, а система охлаждения под высоким давлением постоянно удаляет стружку, эффективно предотвращая прилипание нержавеющей стали к режущему инструменту. На чистовом этапе используются специализированные формообразующие инструменты с тихоходными параметрами высокой подачи; точный контроль отклонения инструмента обеспечивает точность изогнутого профиля, а одновременная обработка боковой прорези исключает ошибки, связанные с перезажимом.
По завершении мы проводим комплексную проверку всех критических размеров и характеристик с использованием координатно-измерительной машины (КИМ) и прибора для измерения шероховатости поверхности. Результаты измерений показывают, что соосность постоянно контролируется в пределах 0,03 мм, осевое биение не превышает 0,01 мм, а шероховатость поверхности достигает Ra0,8 — все это соответствует спецификациям чертежей. Изделие прошло приемочный контроль с первого раза, собрано без проблем и соответствует всем стандартам чистоты и точности, необходимым для медицинского оборудования.
Предыдущий поставщик клиента использовал многоэтапный процесс обработки; Повторный зажим вызывал отклонения в изогнутом профиле и проблемы с помехами во время сборки — проблемы, которые не удалось полностью решить, несмотря на многочисленные попытки доработки. Наш процесс токарно-фрезерной обработки композитных материалов устранил ошибки зажима в источнике, успешно преодолев эту проблему. Эта партия торцевых крышек двигателей в настоящее время стабильно работает в имплантируемых медицинских устройствах; как коррозионная стойкость, так и эксплуатационные характеристики соответствуют ожиданиям клиента. Результатом долгосрочного партнерства является полная демонстрация исключительной ценности токарно-фрезерной обработки композитных материалов для изготовления высокоточных компонентов из нержавеющей стали медицинского назначения.

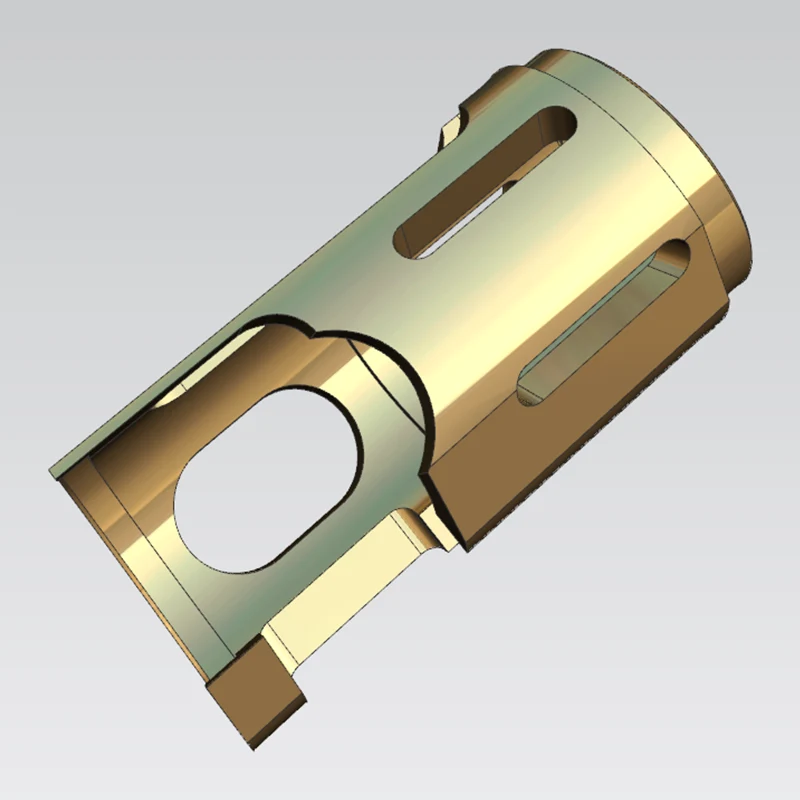
Эта втулка из нержавеющей стали служит основным направляющим элементом оборудования автоматизации BOSCH. Изготовленный из нержавеющей стали и используемый в прецизионных передаточных механизмах, он требует чрезвычайно высоких стандартов соосности, точности позиционирования и качества поверхности.
Ключевые стандарты проверки клиентов включают: соосность внутреннего отверстия и наружного диаметра, осевое биение, а также точность позиционирования длинной боковой прорези и установочных отверстий. Спецификации чертежей строго требуют, чтобы допуск на соосность критических сопрягаемых поверхностей был в пределах 0,05 мм, а также строгие ограничения на округлость и цилиндричность наружного диаметра и внутреннего отверстия. Все внешние края должны быть зачищены и закруглены, а поверхность заготовки не должна иметь царапин и заусенцев. Нержавеющая сталь склонна к налипанию и отклонению инструмента во время обработки; традиционная многоэтапная обработка с трудом обеспечивает одновременное соблюдение строгих допусков по форме, ориентации и позиционированию. Следовательно, клиент указал на использование токарно-фрезерного процесса обработки композитных материалов.
Мы использовали токарно-фрезерный обрабатывающий центр, чтобы обеспечить единый производственный процесс, выполняя обработку наружного диаметра, внутреннего отверстия, торцевой поверхности, боковых пазов и установочных отверстий за один установ. Во время черновой обработки припуск на чистовую обработку составлял 0,2 мм для критических участков, а также применялась СОЖ под высоким давлением, чтобы смыть стружку и предотвратить прилипание инструмента к заготовке. Для окончательной обработки мы использовали специальные инструменты из нержавеющей стали и отрегулировали параметры резания, чтобы точно контролировать отклонение инструмента; боковые пазы и установочные отверстия обрабатывались одновременно, чтобы исключить отклонения точности, вызванные повторным зажимом.
Готовые детали прошли комплексный контроль с использованием координатно-измерительной машины (КИМ) и измерителя шероховатости поверхности. Измеренная соосность оставалась стабильной в пределах 0,03 мм, торцовое биение контролировалось в пределах 0,01 мм, а все позиционные и размерные допуски соответствовали техническим характеристикам чертежа. Образцы прошли проверку с первой попытки; сборка была бесшовной, а уровни вибрации и шума во время работы оборудования оставались в пределах проектных пределов.
Раньше детали, изготовленные с помощью многоэтапной обработки, страдали от проблем соосности и точности позиционирования, вызванных ошибками зажима, что приводило к частым заклиниваниям и ненормальному шуму во время работы — проблемы, которые не могли быть решены повторными доработками. Композитный процесс токарно-фрезерной обработки принципиально устранил ошибки зажима. Данная партия гильз сейчас находится в стабильной и длительной эксплуатации в составе автоматизированного оборудования, отвечая всем требованиям по эксплуатационной стабильности и точности посадки. Последующие крупные заказы по-прежнему доверялись нам, что еще раз подтверждало значительные преимущества токарно-фрезерной обработки композитных материалов для высококачественных промышленных компонентов из нержавеющей стали.
Адрес
Район Гуанмин, город Шэньчжэнь, провинция Гуандун, Китай
Тел.
Электронная почта









