


Наши возможности прецизионной токарной обработки обеспечивают исключительную точность: точность размеров (допуск диаметра ±0,003–0,01 мм, допуск по длине ±0,005–0,02 мм, высота ступеньки ±0,01 мм, допуск посадки H5–H7); геометрическая и позиционная точность (круглость 0,002–0,005 мм, цилиндричность 0,003–0,008 мм, концентричность 0,005–0,01 мм, перпендикулярность 0,008–0,02 мм, параллельность 0,01–0,03 мм, биение 0,01–0,02 мм); качество поверхности (шероховатость Ra 0,2–1,6 мкм; прецизионная токарная обработка Ra 0,4 мкм; сверхточное точение Ra 0,1–0,2 мкм); постоянство размеров (отклонение партии ±0,005 мм, Cpk ≥ 1,67, стабильная способность 6σ); точность оборудования (точность вращения шпинделя 0,001–0,002 мм, точность позиционирования ±0,002 мм, повторяемость ±0,001 мм).
|
точность размеров |
ОД |
ИДЕНТИФИКАТОР |
Т (С) |
ДП |
R |
|
единица измерения: ±/мм |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
Геометрическая точность |
округлость |
соосность |
прямолинейность |
цилиндричность |
допуск профиля |
|
единица измерения: ±/мм |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
производственная мощность |
1~999999 шт. |
1~999999 шт. |
1~999999 шт. |
1~999999 шт. |
1~999999 шт. |
|
производственный цикл |
3-20 дней |
3-20 дней |
3-20 дней |
3-20 дней |
3-20 дней |
Sanluo Precision использует современное оборудование для прецизионного точения: высокоточные токарные станки (MAZAK/DMG MORI/OKUMA; скорость шпинделя 5000 об/мин; интерполяция по оси C/Y; точность ±0,003 мм); токарные станки швейцарского типа (CITIZEN/STAR/TSUGAMI; соотношение длины к диаметру ≥50:1; концентричность 0,005 мм); 5-осевые токарно-фрезерные центры (одноустановочная обработка); гидростатические подшипники (точность вращения 0,001 мм; компенсация постоянной температуры с жидкостным охлаждением); импортный режущий инструмент (Kyocera/Mitsubishi/Sandvik; PVD-покрытие); лазерные датчики (точка контроля ±0,001 мм с автоматической компенсацией); и КИМ (автономный контроль 0,003 мм).
Как профессиональный производитель, специализирующийся на прецизионной токарной обработке, Sanluo Precision обеспечивает строгий контроль процесса: программное обеспечение CAM для точного программирования траектории движения инструмента, оптимизации параметров и моделирования; точный контроль параметров (черновое точение с ap=1–3 мм для быстрого снятия припуска; получистовое точение с ap=0,2–0,5 мм для повышения точности; чистовое точение с ap=0,05–0,15 мм для обеспечения точности размеров); СОЖ постоянной температуры (20°C) для минимизации термической деформации; полноразмерный контроль первого изделия (серийное производство начинается только после поверки КИМ/интерферометра белого света); SPC (статистический контроль процессов) с использованием диаграмм Xbar-R, расчета Cpk в реальном времени, анализа тенденций и профилактических корректировок; и контроль срока службы инструмента (автоматическая замена при обновлении значений износа и компенсации). Мы предоставляем профессиональные, индивидуальные услуги точной токарной обработки клиентам по всему миру.
|
Категория параметра |
Подробности |
|
Модель |
Hardinge® T Серия SP® |
|
Основное приложение |
Сверхточная обработка и токарная обработка |
|
Емкость инструмента |
12 инструментов |
|
Скорость шпинделя |
4000 об/мин, 5000 об/мин, 6000 об/мин |
|
Стандартная мощность |
11 кВт, 15 кВт, 26 кВт |
|
Габаритные размеры |
Длина: 2 489 мм, 3 257 мм Ширина: 2 121 мм, 2 312 мм Высота: 2 089 мм, 2 123 мм |
|
Вес машины |
5940 кг, 7800 кг |
|
Типичное использование |
прецизионная токарная обработка обработка деталей |
|
Категория параметра |
Подробности |
|
Модель |
Высокоточный токарный центр 136CNC |
|
Бренд |
Шаублин |
|
Основное позиционирование |
Сочетает в себе высокую точность и эффективность, способную выполнять сложные задачи точной обработки. |
|
Система контроля температуры |
Полная система контроля температуры машины поддерживает работу всех компонентов при постоянной температуре, чтобы предотвратить термическую деформацию. |
|
Ключевая точность |
Округлость: 0,2 мкм; Шероховатость поверхности: Ra 0,05 мкм. |
|
Револьверная система |
Оснащен новой револьверной головкой Sauter, точность позиционирования инструментальной стойки: ± 1 мкм. |
|
Точность оси C |
2 угловые секунды |
|
Мощность обработки |
Твердая обработка до HRC65, обработка титановых сплавов |
|
Основные преимущества |
Превосходная точность обработки и превосходная стабильность |
|
Типичное применение |
Прецизионная токарная обработка деталей |


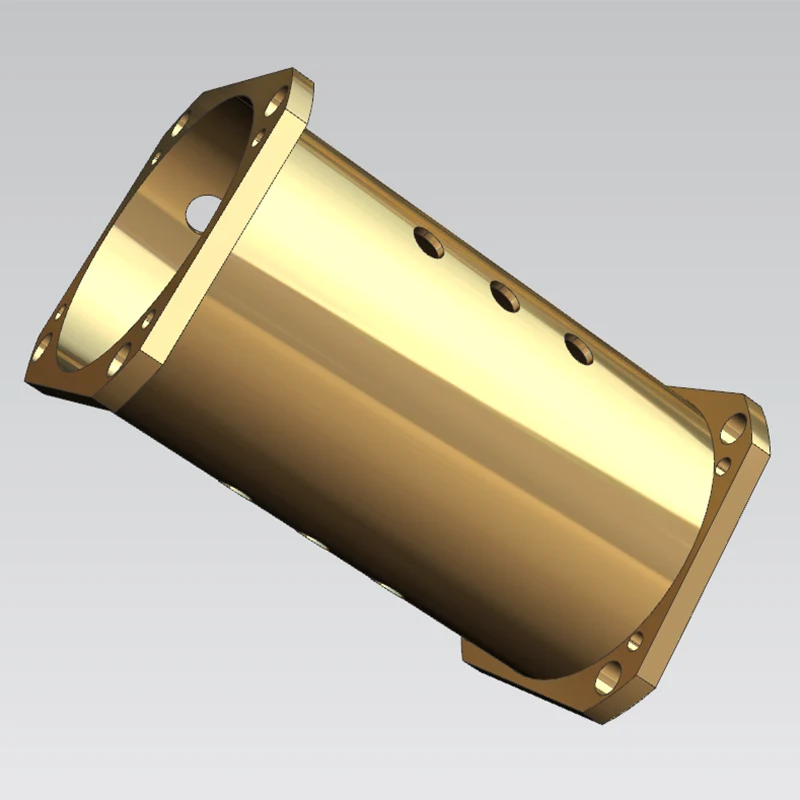
Заготовка: Крепление ротора для промышленных двигателей 50-й серии.
Материал: титановый сплав TC4.
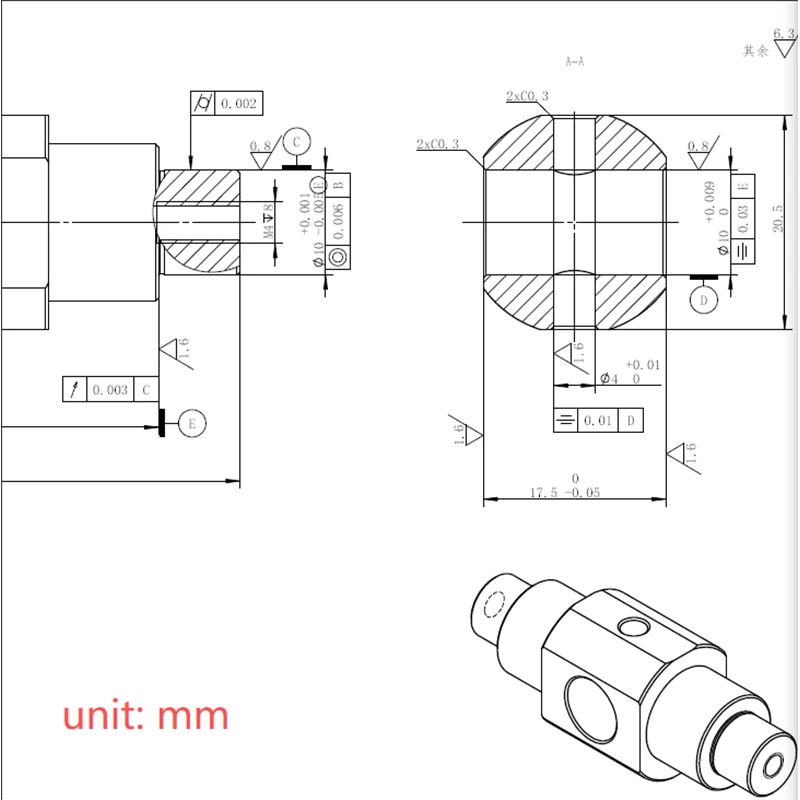
Применение: Основной несущий и сопряженный компонент промышленных двигателей. Изделие должно отвечать двойным требованиям по облегчению конструкции и высокой прочности при знакопеременных нагрузках, что требует чрезвычайно строгого контроля за геометрическими и размерными допусками.

Характеристики чертежа: Соосность между критическим сопрягаемым внутренним отверстием и внешним диаметром должна быть ≤0,02 мм; все неуказанные геометрические допуски должны соответствовать стандарту GB/T 1184-h; строгий контроль также необходим для торцевого биения и точности позиционирования внешнего профиля относительно внутренних установочных пазов.
Проблемы, присущие материалам: Титановый сплав TC4 имеет очень низкую теплопроводность и высокую пластичность/прочность, что приводит к медленному рассеиванию тепла во время резки. Это делает материал склонным к прилипанию инструмента, отклонению заготовки (выталкиванию инструмента) и локальной термической деформации. Обычная токарная обработка с ЧПУ, которой мешают ошибки из-за нескольких настроек и недостаточная жесткость инструмента, не может постоянно соответствовать требованиям геометрической точности на микронном уровне.
Предыдущие проблемы аутсорсинга: Первоначальный поставщик использовал традиционный процесс токарной обработки, включающий несколько установок; соосность постоянно превышала допуски. После сборки двигатели демонстрировали чрезмерный уровень вибрации и шума (превышающий расчетные пороговые значения) как при работе без нагрузки, так и при работе под нагрузкой, а повторные доработки не смогли привести детали в соответствие со стандартами.
3.1. Оптимизация процесса зажима: отказ от подхода с несколькими установками в пользу метода одной установки с использованием единой базы данных. Внешний диаметр, торцевая поверхность и сопрягаемое внутреннее отверстие обрабатываются за одну операцию, что полностью исключает ошибки смещения базовой точки, вызванные несколькими установками.
3.2. Контроль припусков на черновую обработку: единый припуск на чистовую обработку в размере 0,2 мм оставлен для всех критических сопрягаемых поверхностей. Это предотвращает несбалансированные силы резания на этапе чистовой обработки, вызванные неравномерностью заготовки, и дополнительно сводит к минимуму риск выталкивания инструмента. 3.3. Охлаждение резки и согласование параметров. На протяжении всего процесса используется непрерывное распылительное охлаждение с использованием смазочно-охлаждающей жидкости сверхвысокого давления, специально разработанной для титанового сплава TC4, для быстрого рассеивания тепла и подавления термической деформации. На этапе чистовой обработки специальные параметры резания, включающие низкие скорости и высокие подачи, сочетаются с высокожесткими, гасящими вибрацию инструментами для смягчения упругих отклонений, характерных для титановых сплавов.
3.4. Отделка сложных конструкций: поскольку внутренние установочные пазы и монтажные отверстия не могут быть сформированы за одну операцию токарной обработки, для последующей обработки используются специальные установочные приспособления; это сводит к минимуму ошибки повторяемости, вызванные приспособлениями, и гарантирует, что точность позиционирования пазов и внутренних отверстий относительно исходной точки соответствует спецификациям.
Комплексное контрольное оборудование: координатно-измерительная машина (КИМ) и высокоточный тестер круглости; 100% проверка критических размеров.
Данные по точности измерений: Соосность внутреннего и внешнего диаметров постоянно составляет ≤0,01 мм; торцевое биение ≤0,008 мм. Все допуски по форме и положению, а также допуски по размерам соответствуют как техническим чертежам, так и национальному стандарту GB/T 1184-h.
Отзывы о проекте: Образцы прототипов с первой попытки прошли стороннее приемочное испытание заказчика. Крепление ротора продемонстрировало превосходную сборку, а уровни вибрации и рабочего шума полностью собранного двигателя вернулись к проектным стандартам. В настоящее время агрегаты серийного производства стабильно работают в полевых условиях; Показатели прочности конструкции и веса соответствуют всем требованиям использования, что побуждает клиента обозначить это как долгосрочный контракт на аутсорсинг для всех последующих заказов одной и той же модели.
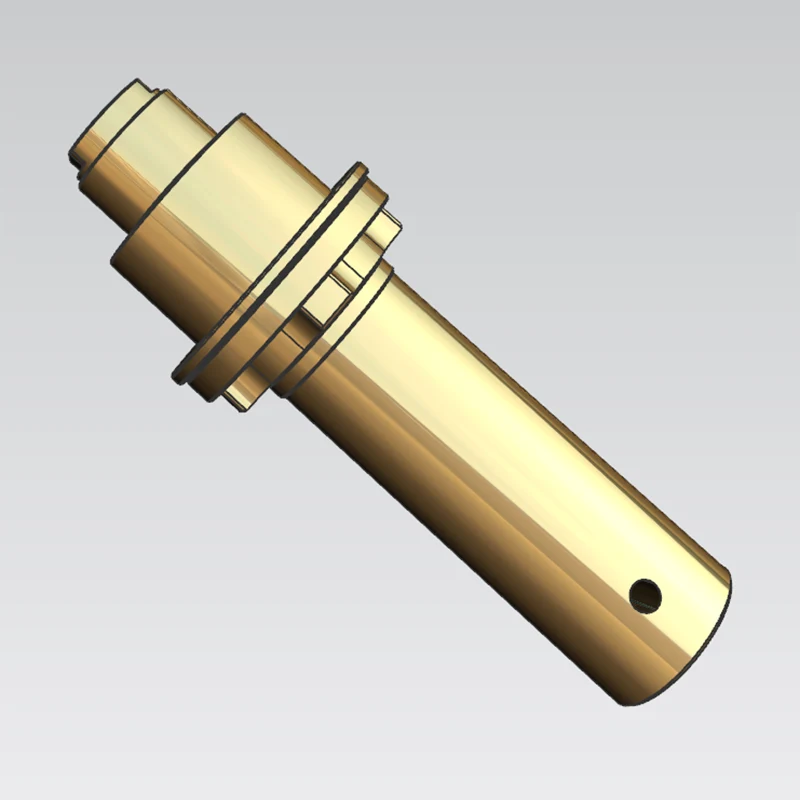
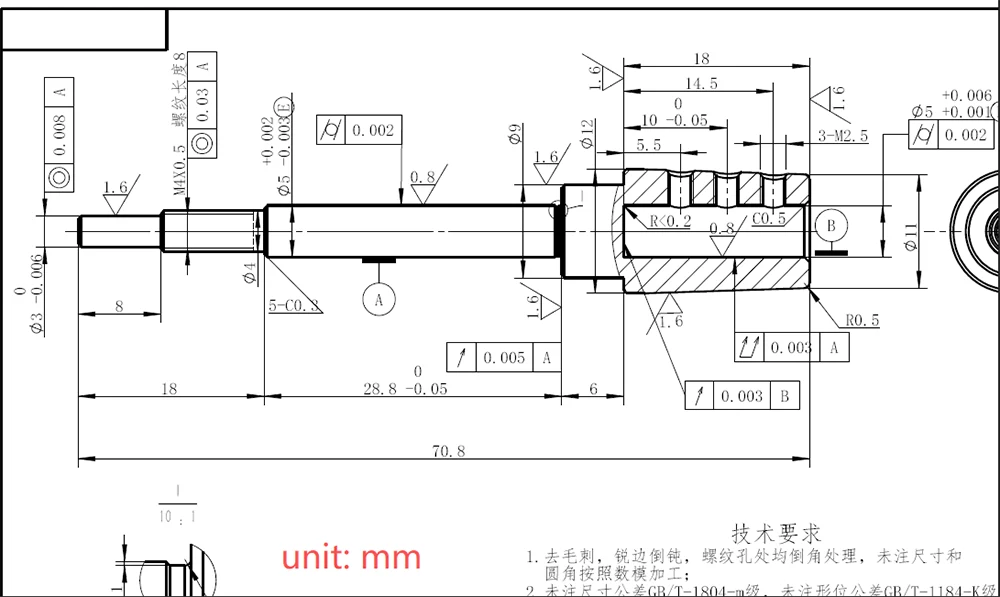
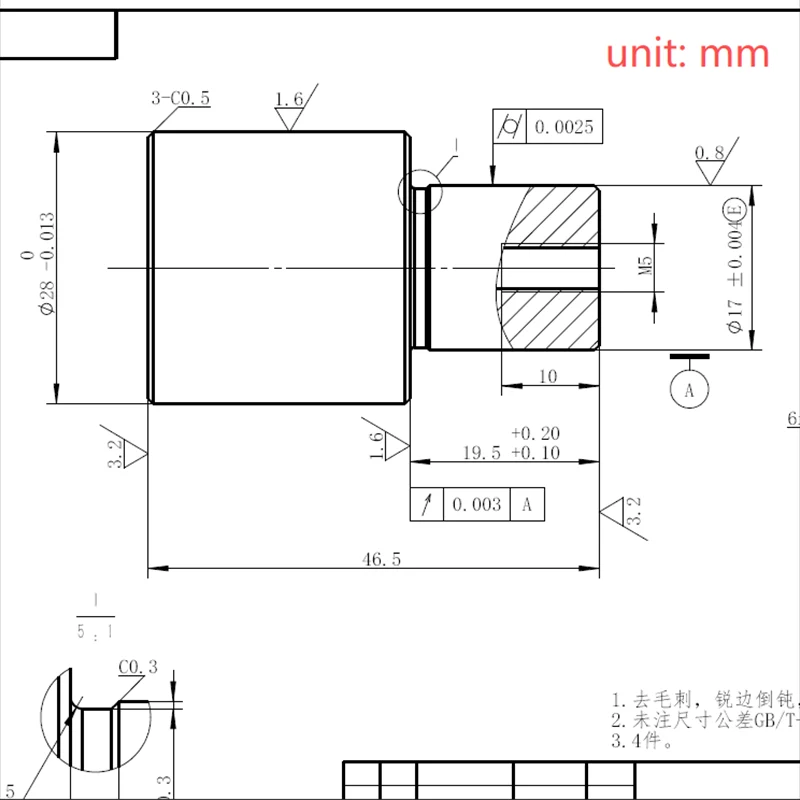
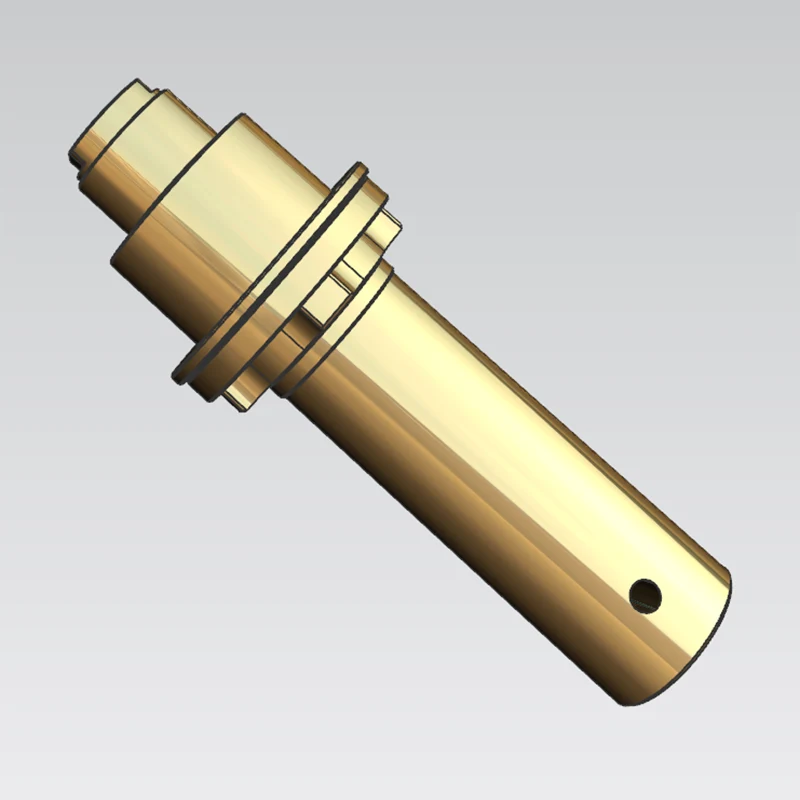
Заготовка: приводной вал высокоскоростного промышленного двигателя серии 70B.
Сырье: закаленная и отпущенная сталь 40Cr; готовая базовая твердость HRC 32–36.
Сценарий применения: Компонент стержневого вала для обеспечения высокой выходной мощности вращения; подвергается длительной, высокочастотной и высокоскоростной работе, требующей исключительной усталостной прочности, точности вращения и характеристик динамического баланса.
Обязательные требования к точности: Соосность нескольких критических сопрягаемых шеек ≤0,01 мм; Торцовое биение шейки ≤0,01 мм. Кроме того, необходимо контролировать точность позиционирования торцевых резьбовых отверстий и окружных шпоночных канавок относительно базовой точки шейки. Проблемы при первичной обработке материала: После закалки и отпуска твердость основы 40Cr увеличивается, что приводит к высокой стойкости к резанию и быстрому износу обычных твердосплавных инструментов; при высокоскоростном резании вал склонен к деформации, вызванной выходом режущих напряжений и радиальным отклонением инструмента, что приводит к потере точности вращения.
Болевые точки при предыдущей обработке, переданной клиенту на аутсорсинг: бывший поставщик использовал сегментную токарную обработку и несколько зажимных установок, что приводило к постоянно чрезмерным ошибкам соосности цапф и несоответствию стандартам динамической балансировки; двигатель сильно вибрировал во время работы на высоких скоростях, и повторные доработки не смогли решить проблемы, связанные с деформацией, вызванной напряжением, и ошибками зажима.
3.1. Интегрированный зажим и обработка: единая установка зажима с использованием единой базовой точки позволяет одновременно обрабатывать многоступенчатые цилиндрические поверхности и сопрягаемые торцевые поверхности, устраняя проблемы, вызванные несогласованными базовыми точками при сегментной обработке.
3.2. Оптимизация припуска на обработку и эвакуации стружки: при черновой обработке ответственных шеек сохраняется равномерный чистовой припуск 0,3 мм; внутренняя система охлаждения под высоким давлением используется для промывки зоны резки в режиме реального времени, одновременно охлаждая деталь и удаляя стружку, тем самым предотвращая вторичные царапины на поверхности и сводя к минимуму термическую деформацию.
3.3. Стратегия чистовой обработки: выбираются сверхмелкозернистые твердосплавные инструменты высокой жесткости, а процесс постепенного уменьшения слоев используется для постепенного снятия внутренних напряжений резания и контроля радиального отклонения инструмента, обеспечивая долговременную стабильность размеров для компонентов с длинным валом.
3.4. Обработка вспомогательных элементов: Резьбовые отверстия на торцах и окружные шпоночные канавки обрабатываются с использованием специализированных коаксиальных приспособлений для позиционирования, совмещенных с базой вращения цапфы, что обеспечивает точность позиционирования этих элементов в соответствии с допусками чертежа.
Комплексное контрольное оборудование: координатно-измерительная машина (КИМ), высокоточный тестер круглости и тестер динамической балансировки; двойной полномасштабный контроль, охватывающий как размеры, так и динамический баланс. Измеренные данные о точности: соосность многоступенчатой шейки стабильно составляет ≤0,008 мм, а осевое биение составляет ≤0,005 мм; все геометрические и позиционные допуски соответствуют спецификациям, а вал ротора проходит начальное испытание на динамическую балансировку, не требуя повторной балансировки.
Отзыв о реализации проекта: Опытные образцы прошли приемочный контроль с первого раза, уровень вибрации и шума при высокоскоростной работе соответствует национальным стандартам для промышленных двигателей; валы, изготовленные серийно, не демонстрируют деформаций, вызванных напряжением, или ненормального износа во время работы, а прочность и стабильность вращения соответствуют требованиям долгосрочного обслуживания, что приводит к долгосрочному аутсорсинговому партнерству с клиентом.
Адрес
Район Гуанмин, город Шэньчжэнь, провинция Гуандун, Китай
Тел.
Электронная почта









